广州速威智能系统科技有限公司将于2018年11月5日-7日,前往武汉参展第56届(2018年秋季)全国制药机械博览会暨2018(秋季)中国国际制药机械博览会,携手大司包装技术亮相武汉国际博览中心A3馆35-2展位,为制药商提供MES实施方案。此战,象征广州速威智能系统科技有限公司将重兵进军医药行业,为医药行业提供从原材料、生产制造到成品的流通的全过程,并采用互联网+的技术,帮医药行业实现全程闭环的最终计算机追踪追溯系统。
这些年我们经历了奶粉、鸡蛋、地沟油等一波波的侵扰,前几个月我们又被一起医药制造的事件刷屏了,静下来想一想,应该少一些抱怨和愤慨,努力去做点什么,想想医生该做些什么?医院该做些什么?经销商该做些什么?公务员该做些什么?工程师该做些什么?父母们该做些什么?企业家该做些什么?企业管理者该做些什么?企业员工该做些什么?
因为假疫苗事件带来了极为恶劣的影响。那么如何能通过技术手段,有效防止生产数据造假呢?如何能够避免类似事件再次发生,是我们该想的,每一个岗位的人员都恪尽职守,认真负责,是我们力所能及该做的,不能等出了事,大家不辨真假一拥而上。因为,当下一个灾难来临的时候,或许大家都已不是局外人

一、市场要求
随着中国经济的发展和全球化进程的加快,中国的制药企业,尤其是大型制药企业集团,更是面临着从所未有的挑战。产品要进入欧洲市场,要按照cGMP规范进行生产并通过认证;产品要进入美国市场,要按照美国食品和药品管理局FDA规范进行生产并通过认证。
由于市场对生产流程和产品质量越来越严格的要求,制药企业一直都在寻求优化生产流程、规范生产过程;越来越多的制药企业已经认识到,引进信息化的手段,是提高企业管理水平的最合适的途径。

二、现状:旧生产方式难以适应新要求
在国内大中型制药企业中,大多数的企业已经实施完成了企业进、销、存及财务等信息管理系统,但在生产管理方面,还是以手工记录、人为控制为主要手段,而面对当今的市场环境和医药生产政策法规(GMP)的要求,旧的生产方式已经难以为继。如:(1)手工记录的方式,可能由于人员的疏忽,使产品在生产过程中出现质量的不可控性;(2)对关键性的生产工艺、环境情况及物料(纯化水、蒸馏水等其它辅料)的信息不能实时、在线、完整的检测,导致出现问题后,无法对产品生产过程信息进行追溯;(3)针对生物工程、针剂、大输液等高风险,高价值,并对生产环境要求更加严格的产品生产过程,需要有系统对其生产过程实时监控,当发生问题(如高效过滤器泄露等突发情况)时能够及时报警处理;(4) 一些企业已经进行了初步信息化改造和更新了自动化程度高的设备(如已配备自动发酵罐、灭菌柜、称重仪、粒子检测仪等),但其系统都是独立运行,没有形成统一的数据管理平台,数据需要人工的记录和传递,资源的利用率和工作效率很低。而施行生产制造执行系统(MES)正是改善这些落后生产方式的有效手段。
三、速威MES的典型功能
速威智能公司成立于2005年,迄今具有十三年的智能制造与工业4.0的发展史,速威智能公司创立“工业4.0”研究院包括世界五百强企业进行“工业4.0”顶层设计咨询专家团队、先进的信息化行业软件研发执行团队、经验丰富的整体解决方案执行团队、专业的高校教育创新教学师资团队,拥有发明、实用新型专利、软件著作权等三十多项。居于“工业4.0”互联网+智能工厂+智慧物流整体解决方案产品,为350+家国内外知名制造企业和300+家高校提供过整体解决方案
速威致力打造数字化制造MES系统,MES是制药行业需要大力推广应用的一种先进的生产管理系统。
生产制造执行系统(MES)是面向生产管理技术与实时信息系统的新理念,近年来在国际上迅速发展,它体现了既重视计划又重视执行的管理思想,既可向上传输现场信息又可向下承接管理信息,使整个信息系统集成为一个整体。它主要负责生产管理、执行过程监管,实现生产过程的最优计划与调度、生产工艺优化、操作条件优化、突发事件处理等功能,使生产高效、协调、稳定运行,帮助企业实现提高产品质量,提升生产效率的目标。
为了规范和指导MES系统在企业的应用和发展,MESA(MES国际联合会)在ISA-95标准中给出了MES的11项功能模块的定义(实际的产品可能包含其中一项或多项功能),主要的功能模块如图所示。同时,MES系统和SCM、ERP、PLC、PLM等系统有良好的集成性。

四、医药行业MES的典型功能
1)生产资源的调配和管理:提供详尽的资源使用记录,可供使用的资源实时状态信息,保证资源处在最佳状态。这些资源包括设备、工具、人员(要求具备特殊技能的人员)、原材料和生产产品信息文档。信息必须具备可维护性和可利用性,必须具备真实有效性。
2)生产计划安排:根据优先级、特性、资源限制和流程间的相互依赖关系安排生产,优化生产流程并最大限度地减少重复劳动。按照操作的可替代性、并行性和重叠性,计算出详细精确的时间表、设备利用表。MES层通过对生产设备和人力资源等生产要素的分配来控制生产流程。包括批量控制系统的启动、生产顺序的调配,以及生产运行启动指令。
3)生产过程管理:监督生产过程,自动纠正或改进生产过程,提供信息反馈给操作员。具有报警管理机制,以确保生产人员了解生产过程中出现的超出偏差允许范围的情况。
4)配方管理:生产配方编辑、验证、发布与管理。
5)生产文件归档控制:包括SOP、生产指令、配方、控制系统程序、工艺流程图表、批量生产记录、生产报警信息记录,以及除生产报表以外的一些其他生产文档资料。
6)劳动力管理:根据劳动技能、工作方式,安排各个批次生产中操作人员的使用。这些信息资料通常被保存在人力资源系统,但对于更加详细的数据信息资料通常都不会在人力资源系统中得到,在这种情况下,人力资源管理能够被充分考虑到并同时作为MES功能的一部分。
7)产品质量管理:产品质量的检验可以在线或者离线进行。在线实时采集产品质量信息,可以保证产品质量的同时也能及时发现所存在的质量问题,并提供相应的解决方案;同时也支持产品质量的离线分析,最典型的是在实验室完成产品质量的分析。
8)设备维护管理:维持企业生产过程中的生产设备、工具和仪器仪表的正常运行,保证工厂的设备处在良好的状态。
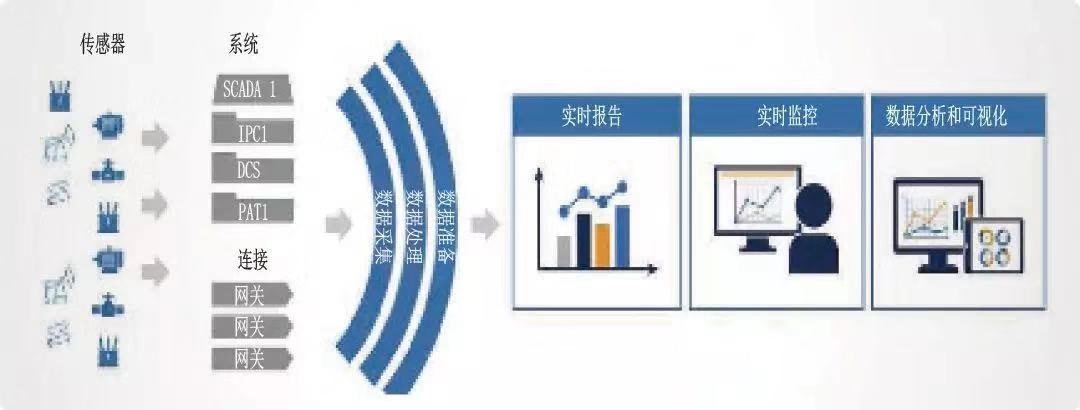
9)批数据采集:生产数据信息采集功能关心的是历史数据、事件数据、操作员的输入数据信息、操作员的操作记录信息,以及在产品生产过程中所产生的任何资料信息。并包括相关流程、原材料和人员、设备以及产品质量信息。
10)产品批数据追踪:MES层不但关心生产计划编制,而且还跟踪实际生产和计划的执行情况,主要包括监控生产设备、原材料和人员在生产中的使用,用以建立相关产品的历史信息。可提供的状态信息包括该产品生产人、原料及供货商、批号、序列号、当前产品状况、以及历史报警、返工、其它非正常生产信息和相应采取的改进措施。这个在线追踪功能产生的历史记录,用以追踪相关半成品和最终产品的相关信息。
11)产品批数据分析:产品分析包括批生产数据信息分析、人力资源与生产设备的利用、生产操作流程和产品质量及成本的分析。这些生产数据信息通常应用于优化生产流程和资源配置。某些数据信息能够作为调整生产与调度的依据。批数据分析还应包括对多批产品数据的批间差异分析。包括劣质批量生产或者不符合生产工艺的生产运行的数据信息分析,以便分析和测定不符合生产工艺的生产运行所存在的根本原因;对异常批量生产质量或者高质量生产运行的数据信息分析,以便分析和测定优化生产运行的条件。
MES立足于整个企业的生产活动,因此是各种不同类型系统的连接点,可以把其他系统和实际的制造状态和生产能力连接起来。ERP需要从MES获取“实际数据”,例如:成本、周期时间、质量信息、设备情况、产量、库存和其它产品数据。控制系统则从MES获取配方和工作指令。MES也从这些系统中获取信息来保证其信息在整个工厂中被有效的运用。MES依照ERP的计划来制定生产量。来自于控制系统的数据可帮助MES动态地分析实际的性能和操作环境。MES和其他系统有重叠的管理领域,但不同的系统有不同的侧重点,这些重叠之处正是便于不同系统进行集成。MES主要致力于整个企业的生产,并具有极强的优化生产过程的功能。MES功能可被从工厂管理人员、质量管理人员、维护人员、文档及调度管理人员、操作员和技术员等企业各类工作人员直接使用。
MES的任务就是预测、指导、管理企业各种生产活动,并记录其结果,它可从整个企业的角度来看待生产、原料、人力资源、机器和设备的运用情况;整个生产情况,包括实际发生的情况和理论上应该发生的情况都记录在MES中。据此,MES可指导、监测企业整体的效率,它可采集性能数据来改善企业整体或个别操作流程,同时可在计划中体现集团企业对成本、原料和操作的预期;它以整体和局部的观念来看整个企业的生产活动,不仅能看到正在发生的事情,还可看到为了达到生产目的所应该发生的事情,当前没有任何其它系统具有此项功能或者提供类似的服务。
五、实施MES的“源”动力
生产过程自动化、数字化是提升产品质量管控的必由之路。
1、从“外部”市场来看
1)人民生活水平提高,对食品、药品的质量安全有了更高的认识和要求,“到日本购买感冒药”“到香港或海淘奶粉”等等事例,反映出国内药品、食品的质量稳定性和质量标准,还有较大提升空间。
2)“两化深度融合”“智能制造2025”,政府在推动制造企业升级转型。
3)自2015年下半年以来,政府药监部门密集发文,飞行检查常态化,GMP、GSP被吊销的报道持续出现在行业资讯头条,企业必须将“合规”贯彻到生产经营的全过程;GMP法规持续完善,2015年增加了“计算机化系统”和“确认与验证”两个附件,明确了GMP对计算机系统验证、数据合规性、电子数据安全、数据备份等要求,通过计算机系统进行生产过程管理,正是顺应行业国际化接轨、标准化生产的发展趋势。
4)在信息快速传播的互联网时代,药品质量的负面信息,关乎企业生死。
2、从企业“内部”来看
1)要提高生产效率和产品质量稳定性,只有最大化减少人为操作,提升生产自动化水平。
2)要发展国际市场,FDA、欧盟等对原料和制剂进口,进行了严格的质量管控,对生产企业现场的质量检查和审计,迫使国内企业必须加快自动化、信息化、智能化制造的步伐。
3、国际经验
1)日本医药行业从前也是同国内企业一样采用人工记录管理,而在日本政府发布GMP法规,强制要求企业系统化管理生产现场后,MES需求迎来井喷并快速增长,经过20多年的法规普及历程,日本的药品品质达到了世界较高水准,MES也成为各大药企必不可缺的管理系统。
2)目前国内的商业流通和零售GSP,对企业的计算机系统,有明确的功能要求,且在现场检查过程当中,有一半时间在要求企业演示系统流程和功能,提供的流向追溯数据,也要求企业在很短的时间内,递交现场审计官。如果GMP也强制要求计算机系统应用,下一步,MES和LIMS,包括文档管理,就需要在生产工厂进行普及。
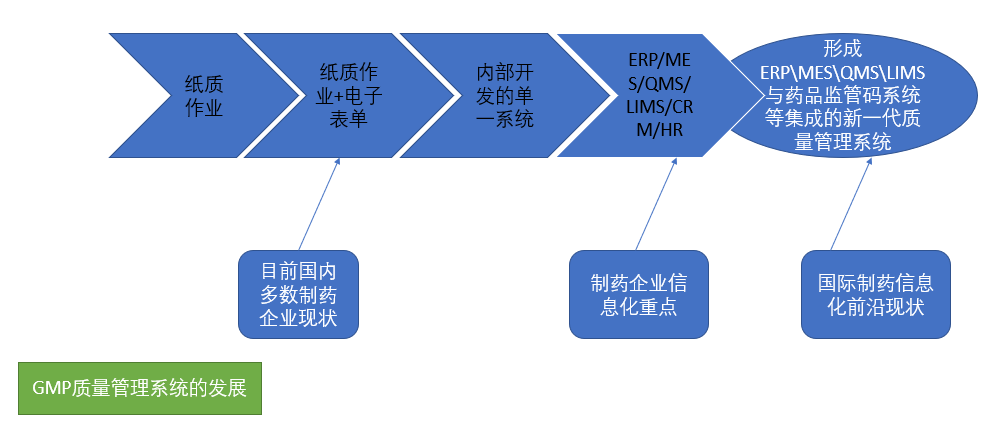
六、GMP质量管理系统的发展
医药行业是特殊的管制行业,强制执行GMP管理规范,通过规范生产流程,实现标准化生产过程。GMP的中心指导思想是:药品质量是在生产过程中形成的,而不是检验出来的。因此,在制药企业中强调预防为主,在生产过程中建立质量保障体系,确保药品质量。
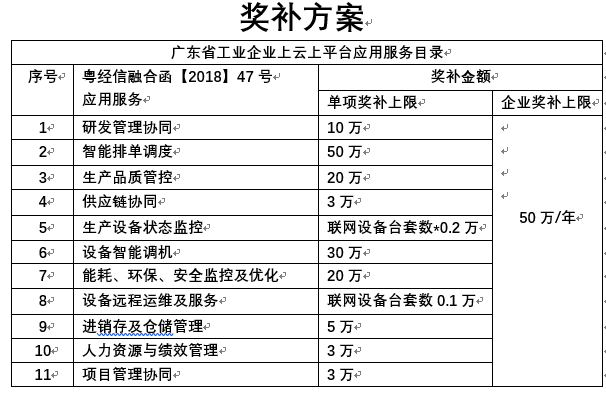
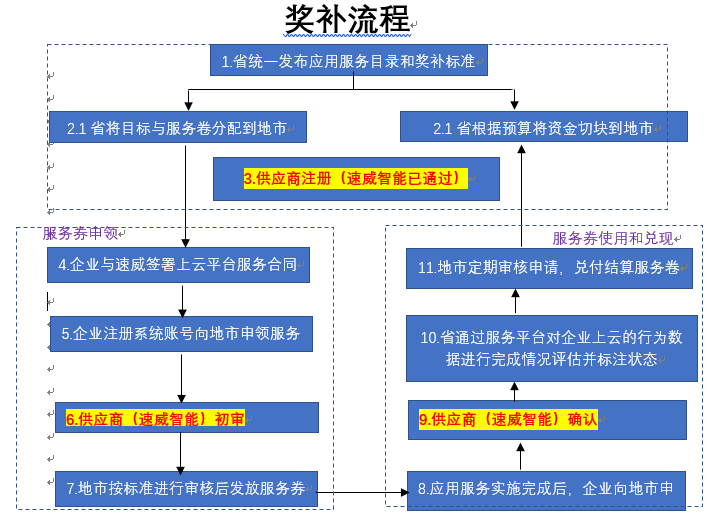
上云上服务------最高享50万/年广东企业上云奖补
速威智能是广东省“上云上平台”奖补方案云应用解决方案供应商